Indirizzo articolo originale:
https://www.baronerosso.it/modellismo_articoli/show/498/macchina-cnc-net-controllo-temperatura.html
https://www.baronerosso.it/modellismo_articoli/show/498/macchina-cnc-net-controllo-temperatura.html
Macchina CNC@NET - Controllo Temperatura
Come regolare la temperatura del filo
| Traduzione dal sito francese CNC@NET | |||||||||
|
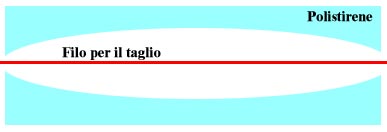
Comportamento del filo di taglio nel polistirolo Osserviamo il riscaldamento del filo di taglio, immobile all’interno di un blocco di polistirolo: |
|||||||||
|
|||||||||
|
Se per verifica tagliamo questo blocco lungo l’impronta lasciata dal filo, troveremo che il diametro è maggiore al centro del blocco, e si restringe verso le estremità. Possiamo anche constatare che il filo ha fuso maggiormente il materiale nella parte superiore. Quanto visto ci permette di affermare che la temperatura del filo è maggiore all’interno del blocco rispetto alle estremità. Questo deriva dal fatto che il polistirolo è un isolante e come tale immagazzina il calore del filo, mentre sulle estremità abbiamo maggiore dispersione, inoltre il filo in aria libera è meno caldo che all’interno. L’ovalizzazione invece è dovuta al fatto che il calore va verso l’alto e quindi se ne ha un maggior accumulo nella parte superiore. |
|||||||||
 |
|||||||||
|
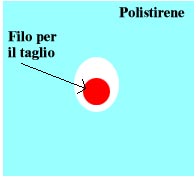
Possiamo ritrovare un problema analogo con il taglio mediante dime in quanto le stesse raffreddano il filo. Da quanto esposto prima, possiamo dire che se la traccia lasciata dal filo nel polistirolo è ben rotonda, la nostra temperatura di taglio è quella ottimale. |
|||||||||
 |
|||||||||
 |
|||||||||
|
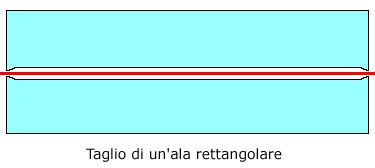
per ovviare al problema delle estremità con profilo "maggiorato" è sufficiente partire da un blocco di larghezza maggiore e rifilarlo ad ala tagliata. Vediamo ora i 2 metodi di controllo della temperatura, che ci mette a disposizone la macchina CNC. (dipende comunque dal tipo di elettronica utilizzata, per la MM2001 sono disponibili entrambi) |
|||||||||

|
Controllo temperatura fisso Si parla di regolazione fissa, nel caso in cui la temperatura del filo è regolata manualmente tramite interfaccia (Interruttore Pc/Manuel su Manuel, la temperatura si regola con BP+ e BP- ) o controllata da PC in modalità non asservita. La regolazione fissa è da utilizzare per del polistirolo di nuovo tipo e in modo circoscritto. Questo metodo permette di impiegare meno tempo per la ricerca della temperatura ottimale, in quanto fatta ad una sola velocità. Prima di incominciare le prove dovete editare il vostro progetto di taglio e verificare la velocità di taglio massima imposta da CNC. È a questa velocità che dovete trovare la temperatura ideale. La cosa più pratica è di prendere confidenza con i parametri velocità e temperatura nel menù "paramètres de découpe" ("CNC/Wire Temperature"). Attenzione a non attivare la funzione "chauffe asservie" ("Computed Head"). Se il progetto di taglio non comporta l’esecuzione di più tronconi trapezoidali che devono essere raccordati alla perfezione, potete accontentarvi di valutare la compensazione dell’irraggiamento, V e V/2, come impostazione di default di CNC. Non è il caso di determinare l’irraggiamento reale. |
||
|
Controllo temperatura asservito Utilizzando questa modalità non ci si deve più preoccupare di regolare la velocità di taglio e la temperatura, sarà il programma CNC che se ne occuperà, anche della compensazione dell’irraggiamento, se avete avuto tempo di fare le prove relative e caricato i dati nel programma CNC. Per avere una gestione corretta della temperatura i dati caricati nel menù "paramètres de découpe" ("CNC/Wire Temperature") devono essere riferiti a due velocità molto differenti tra di loro. Una velocità uguale o molto prossima alla velocità massima della macchina e la seconda riferita alla velocità minima scelta "vitesse max e vitesse min" (attivare voce "Computed Head"). Più la differenza tra le due velocità è alta, migliore sarà la qualità e la precisione dei tagli; la ricerca dei parametri è un procedimento un po’ lungo da eseguire, ma una volta completata la raccolta dati per un dato materiale, lunghezza e diametro filo la vostra macchina sarà utilizzabile per tutte le velocità di taglio senza operazioni aggiuntive. E la stessa cosa varrà anche per la compensazione dell’irraggiamento, sempre che ne abbiate determinato i valori. Tutti questi dati vengono salvati dal programma CNC e utilizzati per generare automaticamente i parametri velocità di taglio e temperatura del filo. |
||
|
Come è possibile? Dagli studi e dalle prove fatte è stato dimostrato che per un determinato materiale a differenti velocità di taglio: - La temperatura del filo di taglio è direttamente proporzionale alla sua velocità. - L’irraggiamento del filo di taglio non cambia qualunque sia la velocità di taglio, a condizione che il taglio avvenga alla temperatura ottimale. Queste scoperte sperimentali hanno permesso di eseguire la gestione della temperatura con il programma CNC, semplificando molto l’utilizzo della macchina rispetto al taglio con temperatura fissa per il quale la stessa deve essere ricercata per ogni velocità. Conoscendo i parametri relativi a velocità massima e minima tutti gli altri vengono generati in automatico dal programma, è comunque necessario utilizzare un’interfaccia elettronica che regoli anche la temperatura secondo gli input del programma. |
||
|
||
|
N.B. In corsivo ho riportato alcune note personali che dovrebbero spiegare dei punti poco chiari. Tutti i commenti si riferiscono all'elettronica MM2001, al software CNC dalla versione 2.02 e 2.10 (e successive) in inglese e alla meccanica presente sul sito. Il Barone Rosso |

Indirizzo articolo originale:
https://www.baronerosso.it/modellismo_articoli/show/498/macchina-cnc-net-controllo-temperatura.html
https://www.baronerosso.it/modellismo_articoli/show/498/macchina-cnc-net-controllo-temperatura.html